Robust and reliable level switch for level detection of solid materials in silos, tanks, and industrial processes.
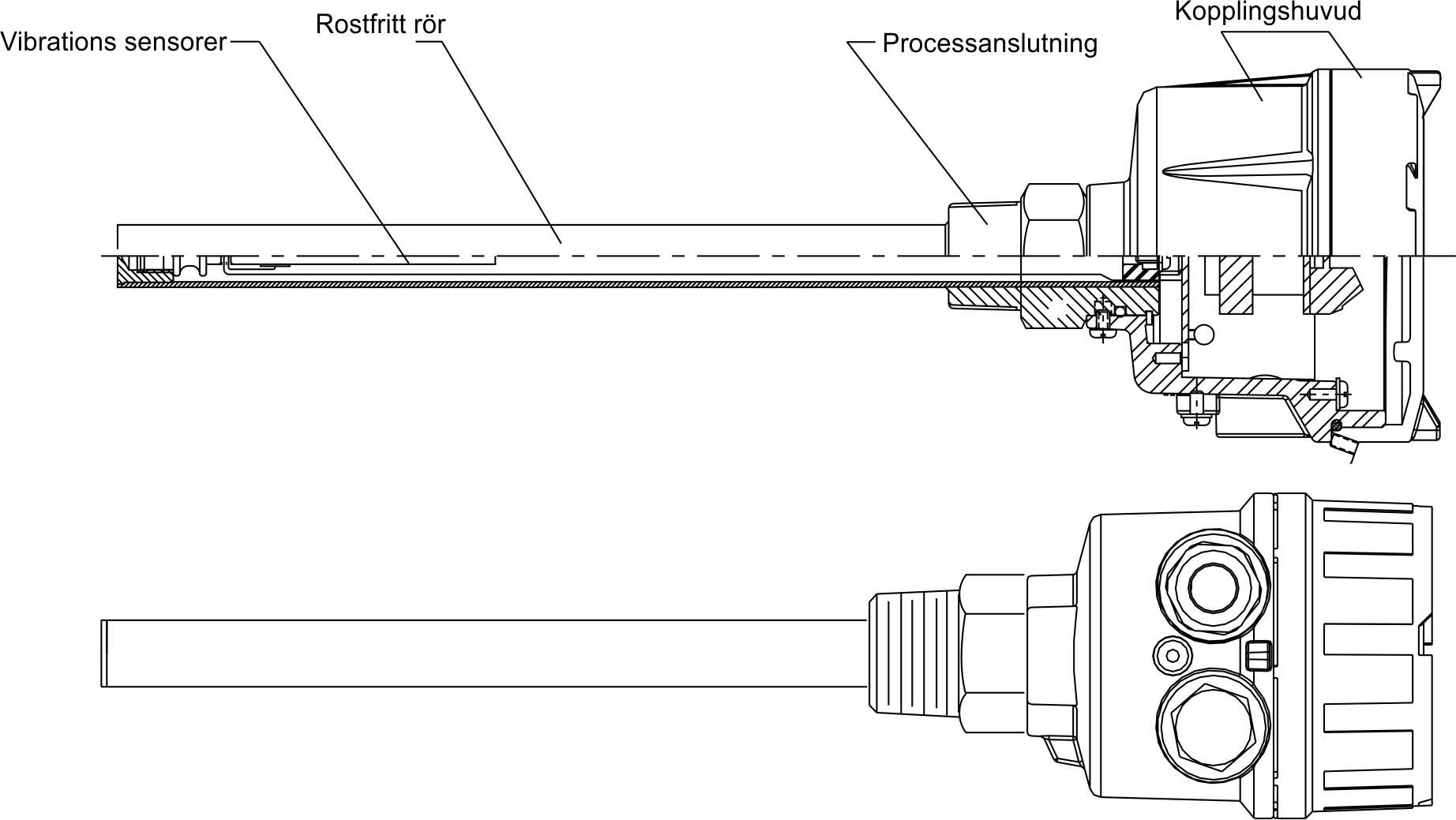
Vibration technology offers many advantages over traditional level switches. Since the sensor has no moving parts, it requires minimal maintenance, has a long service life, and offers very high reliability even in demanding environments. The technology is not affected by changes in temperature, pressure, humidity, or material properties, and requires no calibration during installation or operation.
The continuous vibration also has a self-cleaning effect that prevents deposits and buildup on the sensor. This makes the level switch particularly suitable for dusty and harsh applications where stable operation is critical.
Vibrating level switches are used for level detection and overfill protection in, for example, silos, tanks, and conveying equipment in the process industry, food, chemical, plastics, energy, and materials handling sectors.
Suitable for level monitoring of, for example, powder, granules, pellets, grain, sand, and other dry bulk materials.